

Neste artigo temos um passo a passo de como calcular o critério de aceitação de um instrumento de medição.
Vamos lá!
1º passo
Devemos saber qual tolerância o instrumento selecionado precisa atender para realizar a medição. Por exemplo, vamos medir uma peça de 50 mm e a tolerância é de ± 0,5 mm.
O intervalo desta tolerância é de 49,5 mm até 50,5 mm.
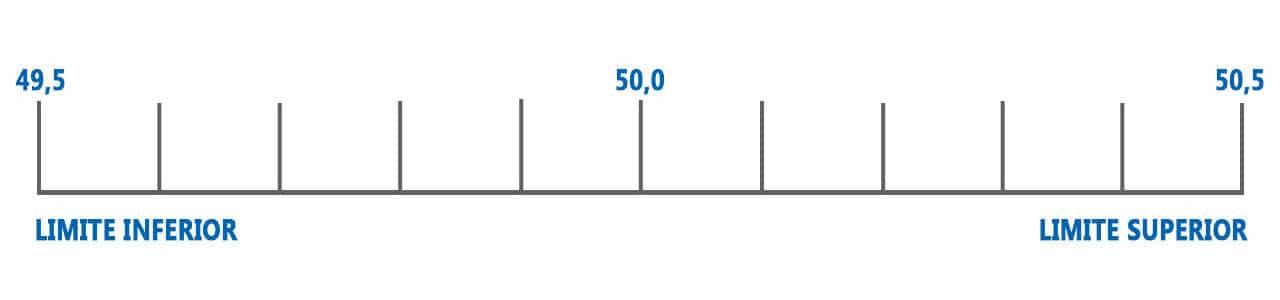
As peças dentro deste intervalo estarão aprovadas.
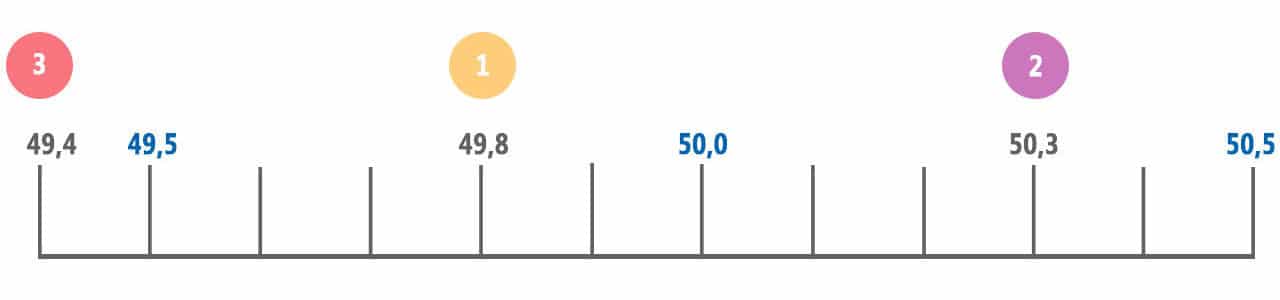
Exemplo 1:
1ª peça mede 49,8 mm,
2ª peça 50,3 mm e
3ª peça 49,4 mm.
Apenas a 3ª peça está fora do intervalo:
Esta medição foi feita sem considerar o erro total (erro do certificado + incerteza de medição) de um instrumento de medição, o que não ocorre no dia a dia.
2º passo
Calculamos o intervalo total da tolerância, como o intervalo é de 49,5 mm até 50,5 mm calculamos o intervalo total assim:
Intervalo total é igual ao limite superior da tolerância (50,5 mm) menos o limite inferir de tolerância (49,5 mm).
Cálculo: 50,5 – 49,5 = 1,0. Desta forma temos um intervalo total de 1,0 mm.
Com o intervalo total calculado podemos passar para o 3º passo, que é o calculo do critério de aceitação de um instrumento de medição.
3º passo
Vamos dividir o intervalo de tolerância (1,0 mm) por 10:
Normalmente calculamos o critério de aceitação dividindo a menor tolerância de um determinado processo por 3. Este é um dos métodos mais utilizados hoje em dia.
Quanto menor o divisor maior a zona de duvida, sendo assim, valores abaixo de 10 pode deixar o sistema de medição mais barato, porém com chances de reprovar peças boas ou aprovar peças ruins.
Já valores acima de 10 podem encarecer demais o sistema de medição.
Assim o instrumento que precisamos para medir esta tolerância deve ter um erro total de 0,1 mm.
Intervalo de Aceitação
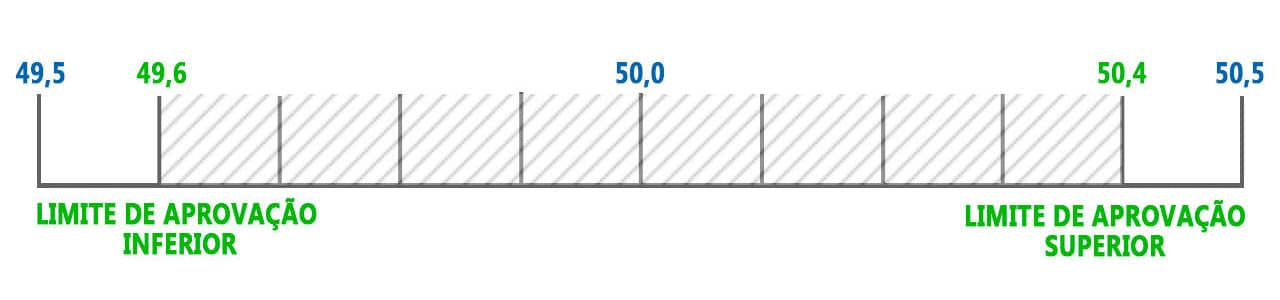
Nos aprofundando um pouco mais nesta questão do critério de aceitação, podemos calcular o intervalo de aceitação.
Este intervalo é calculado acrescentado e diminuindo o critério ao limite de tolerância. 49,5 mm + 0,1 mm e 50,5 mm – 0,1 mm.
Ou seja, voltando a forma tradicional 50,0 ± 0,4 mm.
Agora podemos fazer a análise da tolerância de 50,0 ± 0,5 mm, com um instrumento de erro total de 0,1 mm (erro do certificado + incerteza de medição).
Exemplo 2:
Realizando a medição em mais 3 peças:
4ª com 50,5 mm,
5ª 50,1 mm e
6ª peça 49,6 mm.
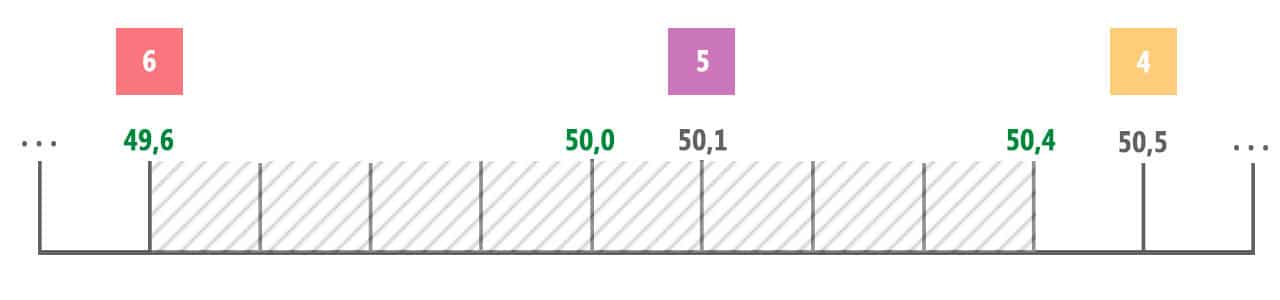
Nosso intervalo de aprovação é 50,0 ± 0,4 mm, assim as peças 6 e 5 estão aprovadas e a peça 4 está reprovada.
Espero que este texto esclareça um pouco esta questão dos critérios de aceitação, e caso surja alguma duvida deixe seu comentário.
SEJA UM APOIADOR DO CANAL METROLOGIA E GANHE INCRÍVEIS RECOMPENSAS
Fonte
Fundamentos de Metrologia Científica e Industrial | Albertazzi,Armando / Sousa,Andre R. De | Editora MANOLE
